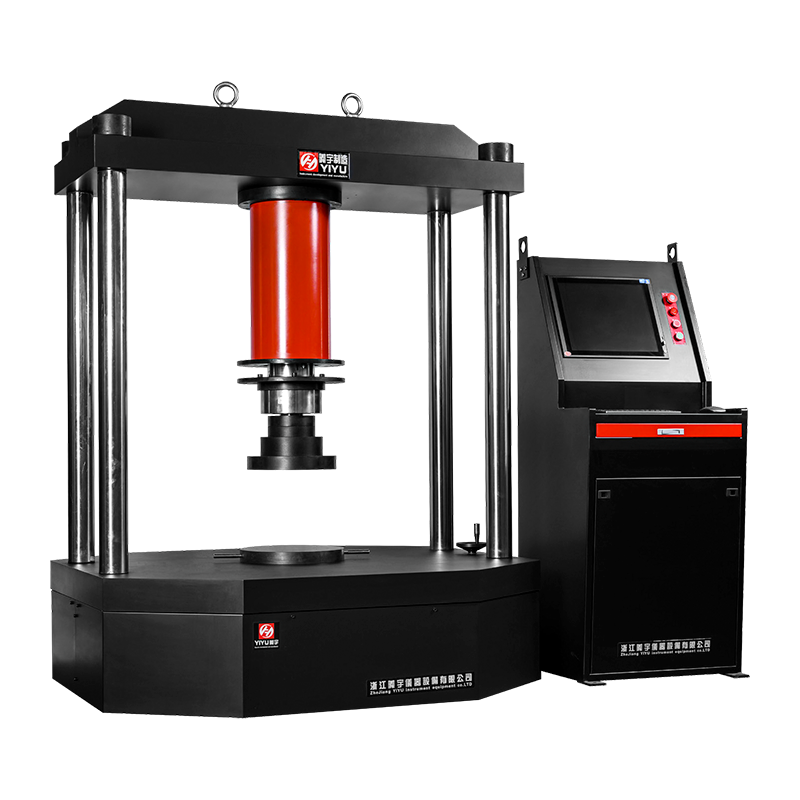
bir hidrolik üniversal test makinesi (UTM), numuneleri test etmek için kontrollü çekme, basınç, eğilme, kesme ve bükülme yükleri uygulamak ve bu yükler altında mekanik özelliklerini ölçmek için hidrolik kuvvet üretimini kullanan bir malzeme test cihazıdır. Hidrolik UTM'ler, tipik olarak 100 kN ila 3.000 kN (10 ila 300 ton) arasında değişen kapasitelerle yüksek kuvvet test uygulamaları için standart seçimdir. Bu da onları çelik fabrikalarında, inşaat malzemesi laboratuvarlarında, havacılık bileşenleri kalifikasyonunda ve ağır imalat kalite kontrolünde temel ekipmanlar haline getiriyor.
Küresel malzeme test ekipmanı pazarı aşıldı 2023'te 800 milyon dolar 100 kN'nin üzerindeki kuvvet kapasiteleri için baskın teknolojiyi temsil eden hidrolik UTM'ler ile. Laboratuvar yöneticileri, kalite mühendisleri, satın alma uzmanları ve malzeme bilimcileri için hidrolik UTM'lerin çalışma prensiplerini, temel özelliklerini, test yeteneklerini ve seçim kriterlerini anlamak, sağlam ekipman yatırımları yapmak ve güvenilir test verileri üretmek için temeldir.
Hidrolik Üniversal Test Makinesi Nasıl Çalışır?
bir hydraulic UTM generates force by pressurizing hydraulic fluid — typically mineral oil — and directing that pressure against a hydraulic cylinder piston. The resulting piston movement applies force to a crosshead, which in turn loads the test specimen through the appropriate grips or fixtures.
Hidrolik Tahrik Sistemi
Hidrolik sistem, yağı kapalı devrede basınçlandıran, motorla çalıştırılan bir pompadan oluşur. Bir servo valf veya oransal kontrol valfi, yağın ana silindire akışını düzenler; hem piston başlığı hareketinin yönünü (yukarı veya aşağı) hem de kuvvet uygulama hızını kontrol eder. Hidrolik basınç ile uygulanan kuvvet arasındaki ilişki doğrudan Pascal Yasasından kaynaklanır: Kuvvet = Basınç × Piston Alanı . 300 bar (30 MPa) sistem basıncında 100 cm² piston alanına sahip bir silindir, 300.000 N (300 kN) kuvvet sağlar.
Servo-Hidrolik ve Geleneksel Hidrolik Kontrol
Modern hidrolik UTM'ler iki kontrol yaklaşımından birini kullanır:
- Geleneksel hidrolik (açık çevrim): bir manually or semi-automatically adjusted proportional valve controls oil flow. Suitable for standard static testing where precise load ramp rates are not critical. Lower cost, simpler maintenance.
- Servo-hidrolik (kapalı çevrim): bir high-response servo valve receives real-time feedback from load cells, extensometers, or displacement transducers and continuously adjusts oil flow to maintain the programmed test condition (constant load rate, constant strain rate, or constant displacement rate). Required for standards-compliant testing under ISO 6892, ASTM E8, and EN 10002. Capable of Belirtilen değerin ±%0,5'i kadar yük kontrol doğruluğu .
Çerçeve Yapısı ve Yük Yolu
Makine çerçevesi, test kuvvetlerinin reaksiyona girdiği yapısal döngüyü sağlar. Çoğu hidrolik UTM bir iki sütunlu veya dört sütunlu tasarım sabit bir alt tablaya, hidrolik silindir tarafından tahrik edilen hareketli bir piston başlığına ve sabit bir üst piston kafasına sahiptir. Test numunesi hareketli ve sabit çaprazkafalar arasında tutulur. Kolonlar, maksimum test yükü altında numunenin uzamasından daha az sapacak kadar sert olmalıdır; çerçeve sertliği tipik olarak maksimum sapma olarak belirtilir. Tam nominal kapasitede 1–3 mm .
Hidrolik UTM'lerin Temel Teknik Özellikleri
Hidrolik UTM'yi değerlendirmek, belirli bir dizi teknik parametrenin anlaşılmasını gerektirir. Her spesifikasyon, makinenin belirli test türlerine uygunluğunu ve test standartlarına uygunluğunu doğrudan etkiler.
Temel hidrolik UTM özellikleri ve bunların test kapasitesi ve standartlara uygunluk açısından önemi | Şartname | Tipik Aralık | Neden Önemlidir? |
| Kuvvet kapasitesi (nominal yük) | 100 kN – 3.000 kN | Beklenen maksimum numune arıza yükünü güvenlik marjına göre aşmalıdır |
| Yük ölçüm doğruluğu | Belirtilen değerin ±%0,5 – ±%1,0'ı | ISO 7500-1 Sınıf 1 veya Sınıf 0,5'e uygunluğu belirler |
| Çaprazkafa hız aralığı | 0,1 – 200 mm/dak | Malzeme türü için standartta belirtilen gerinim hızıyla eşleşmelidir |
| Gün ışığı (test alanı) | 500 – 1.500mm | En uzun numune artı kavrama uzunluğuna uygun olmalıdır |
| Piston vuruşu | 200 – 800mm | Ölçülebilen maksimum numune uzamasını sınırlar |
| Konum çözünürlüğü | 0,001 – 0,01 mm | birffects displacement measurement accuracy for modulus calculation |
| Hidrolik sistem basıncı | 200 – 350 bar | Belirli bir silindir deliği için ulaşılabilir kuvveti belirler |
| Yük ölçüm aralıkları | Tipik olarak 4 aralık (örn. 1/10/100/1000 kN) | Daha düşük aralıklar, yüksek kapasiteli makinelerde daha zayıf numuneler için doğruluğu artırır |
Kuvvet Kapasitesi Seçimi
Doğru kapasiteyi seçmek çok önemlidir. Makine bu şekilde boyutlandırılmalıdır. numune arıza yükleri makinenin tam ölçek aralığının %20-80'i dahilindedir — bu, ölçüm doğruluğunun yük hücresinin kalibre edilmiş çalışma aralığı dahilinde olmasını sağlar. 50 kN'lik bir numuneyi 1.000 kN'lik bir makinede tam ölçeğin %5'inde test etmek güvenilmez veriler üretir. Çoğu hidrolik UTM, bu sorunu, özel yük hücreleri veya değiştirilebilir amplifikatör aralıkları ile birden fazla yük aralığı aracılığıyla ele alır.
Hidrolik UTM'lerde Yapılan Test Türleri
Üniversal test makinesindeki "evrensel", makinenin kavramaları, fikstürleri ve yük uygulama geometrisini yeniden yapılandırarak birden fazla test türünü gerçekleştirme yeteneğini ifade eder. Hidrolik UTM'ler metaller, polimerler, kompozitler, beton, ahşap ve jeoteknik malzemelere yönelik tüm mekanik testleri gerçekleştirir.
Çekme Testi
Çekme testi, hidrolik UTM'ler için en yaygın uygulamadır. Tipik olarak metaller ve plastikler için köpek kemiği veya dikdörtgen düz profil veya inşaat malzemeleri için tam kesitli bir kupon olan bir numune, her iki ucundan tutulur ve kontrollü bir kafa hızıyla ayrılır. Test şunları ölçer:
- Nihai gerilme mukavemeti (UTS): Malzemenin kırılmadan önce maruz kaldığı maksimum gerilim.
- Akma dayanımı (%0,2 dayanıklılık gerilimi): Kalıcı plastik deformasyonun başladığı gerilim; genellikle yapısal metaller için tasarım açısından en kritik özelliktir.
- Young modülü (elastik modül): Doğrudan numuneye bağlanan bir ekstensometre ile ölçülen, gerilim-gerinim eğrisinin doğrusal elastik kısmının eğimi.
- Kopma anında uzama (süneklik): Kırılma anında ölçü uzunluğundaki artış yüzdesi — şekillendirme operasyonları için kritik olan malzeme sünekliğinin bir ölçüsüdür.
- Alanın azaltılması: Kırılma noktasında kesit alanındaki azalma yüzdesi.
Sıkıştırma Testi
Sıkıştırma testinde, bir numuneye basınç yükü uygulamak için düz plakalar kullanılır; çoğunlukla beton silindirler (EN 12390-3 ve ASTM C39'a göre 150 mm × 300 mm veya 100 mm × 200 mm), duvar blokları, ahşap numuneler veya metalik numuneler. İnşaatta beton kalite kontrolü için, basınç testi dünya çapında en sık gerçekleştirilen tek yapısal malzeme testidir. Standart beton küp kırma testleri, aşağıdaki kapasitelerde makineler gerektirir: 2.000–3.000 kN (200–300 ton) .
Eğilme (Büküm) Testi
Üç noktalı ve dört noktalı bükülme testleri, bükülme mukavemetini, bükülme modülünü ve sapma davranışını değerlendirmek için silindir destekleri aracılığıyla yük uygular. Yaygın uygulamalar arasında beton kirişin bükülme mukavemeti (ASTM C78, EN 12390-5), takviye çubuğu bükülme testleri, ahşap zemin kirişi kapasitesi değerlendirmesi ve kompozit panel sertlik değerlendirmesi yer alır. Yapısal eleman testleri için geniş plakalara ve uzun test aralıklarına sahip büyük hidrolik UTM'ler gereklidir.
İnşaat Demiri ve Tel Halat Testi
Güçlendirme çeliğinin (inşaat demiri) ISO 15630, ASTM A615 veya BS 4449 standartlarına göre test edilmesi, inşaat kalite kontrolünde en yaygın hidrolik UTM uygulamalarından biridir. Aşağıdaki boyutlarda inşaat demiri 6 mm'den 50 mm'ye kadar çap 20 kN ila 2.000 kN'nin üzerinde çekme testi kuvvetleri gerektirir; bu, birden fazla makine kapasitesini kapsayan bir aralıktır. Kama hareketli çeneler, inşaat demiri çekme testi için standart donanımdır ve uygulanan çekme yüküyle orantılı olarak kendiliğinden sıkılan kavrama hareketi sağlar.
Kesme ve Soyulma Testi
Özel fikstürler, yapışkan bağların, kaynakların ve perçinli bağlantıların kayma bindirme testinin yanı sıra laminatlar ve kaplamaların soyulma testini mümkün kılar. Bu testler, otomotiv paneli birleştirme kalifikasyonu, uçak yapısı sertifikasyonu ve ileri kompozit üretim kalite kontrolünde esastır.
Hidrolik UTM ve Elektromekanik UTM: Her Biri Ne Zaman Seçilmeli
Hidrolik ve elektromekanik (EM) UTM'ler, kuvvet aralığının ve test türü spektrumunun farklı bölümlerine hitap eder. Karşılaştırmalı güçlü yönlerini anlamak, EM'nin yeterli olacağı durumlarda hidrolik teknolojisine aşırı yatırım yapılmasını önler ve hidrolik kuvvet üretiminin gerçekten gerekli olduğu zamanların eksik belirtilmesini önler.
Hidrolik ve elektromekanik UTM'lerin temel performans ve operasyonel kriterlere göre doğrudan karşılaştırılması | Kriter | Hidrolik UTM | Elektromekanik UTM |
| Maksimum kuvvet kapasitesi | 3.000 kN'ye kadar (pratikte üst sınır yoktur) | Tipik olarak 600 kN'ye kadar; bazıları 2.000 kN'ye kadar |
| Düşük kuvvet hassasiyeti | Sınırlı — hidrolik sürtünme ve yağ viskozitesi etkileri | Mükemmel — kılavuz vida/bilyalı vida hassasiyeti |
| Çaprazkafa hız aralığı | 0,5 – 200 mm/dak tipik | 0,0001 – 1.000 mm/dak |
| Bakım gereksinimleri | Daha yüksek — yağ değişiklikleri, contalar, pompa servisi | Alt - öncelikle elektrikli bileşenler |
| Enerji tüketimi | Daha yüksek (pompa sürekli çalışır) | Daha düşük (motor yalnızca çaprazkafa hareketi sırasında güç çeker) |
| Başlangıç maliyeti | Yüksek kapasitelerde daha düşük (>200 kN) | Düşük-orta kapasitelerde daha düşük (<200 kN) |
| En iyi uygulama alanı | Çelik, beton, inşaat demiri, ağır yapısal testler | Polimerler, ince metaller, tıbbi cihazlar, hassas testler |
Hidrolik teknolojisinin daha pratik bir seçim haline geldiği geçiş noktası genellikle 200–300 kN'nin üzerinde (20–30 ton) . Bunun altında, elektromekanik UTM'ler aynı yatırım için daha iyi yer değiştirme kontrolü, daha düşük bakım maliyetleri ve daha geniş hız aralığı sağlar. 300 kN'nin üzerinde hidrolik sistemler, yüksek kuvvetli EM makineleri için gereken büyük bilyalı vida düzeneklerine göre çok daha kompakt ve uygun maliyetlidir.
Kavramalar ve Bağlantı Parçaları: Aksesuarların Test Gereksinimleriyle Eşleştirilmesi
bir hydraulic UTM without the correct grips and fixtures cannot perform valid tests. The grip must hold the specimen rigidly without slipping (which causes premature failure data), without over-stressing the grip zone (which causes grip-induced failures invalidating the test), and without introducing bending moments into what should be a purely axial load.
Kama Hareketli Saplar
Kamalı kavramalar, hidrolik UTM'ler için en yaygın çekme kavrama türüdür. Çekme yükü arttıkça kama mekanizması kavrama yüzeylerini numuneye daha sıkı yönlendirerek uygulanan kuvvetle orantılı olarak kendiliğinden sıkılan bir kenetleme sağlar. Onlar için uygundur düz numuneler, yuvarlak çubuk, inşaat demiri, tel ve kablo test etme. Farklı tırtıl desenlerine (çelik için kaba, yumuşak malzemeler için pürüzsüz) sahip değiştirilebilir çene uçları çok yönlülüğü artırır. Hidrolik kama çeneleri (pnömatik veya hidrolik olarak çalıştırılan numune kelepçeleme), tutarsız manuel sıkma işlemini ortadan kaldırır ve yüksek hacimli üretim test hatlarında standarttır.
Sıkıştırma Plakaları
Küresel oturmalı (kendinden hizalanan) üst plakaya sahip sertleştirilmiş çelik sıkıştırma plakaları, beton, harç, duvar ve seramik sıkıştırma testleri için standart bağlantı elemanıdır. Küresel yuva, küçük numune paralelliklerini telafi ederek, Tüm numune kesiti boyunca düzgün yük dağılımı EN 12390-3 ve ASTM C39'un gerektirdiği şekilde. Merdane girintilerinin sonuçları etkilemesini önlemek için merdane sertliği çoğu standart için minimum Rockwell C 55'i karşılamalıdır.
Bükme ve Eğilme Armatürleri
Üç noktalı ve dört noktalı bükme tertibatları, ayarlanabilir destekler üzerine monte edilmiş sertleştirilmiş çelik makaralardan oluşur. Makara çapı ve destek açıklığı geçerli standart tarafından belirtilir; örneğin EN ISO 7438, malzeme kalınlığı ve bükme açısının bir fonksiyonu olarak metal bükme testleri için özel mandrel çaplarını belirtir. Yanlış silindir boyutu veya aralığı testi geçersiz kılar ve karşılaştırılamaz sonuçlar doğurur.
Ekstansometreler
Makinenin konum dönüştürücüsü tarafından ölçülen çaprazkafa yer değiştirmesi, çerçevenin, kavramaların ve yük dizisinin uyumluluğunu içerir; bu da gerinim ve modül hesaplamalarında önemli hatalara neden olur. Numune ölçümlerinin ölçüm uzunluğuna doğrudan bağlanan klipsli bir ekstansometre makine uyumluluğundan bağımsız olarak gerçek numune gerilimi ISO 6892-1 ve ASTM E8 uyarınca doğru Young modülünün belirlenmesi için zorunludur. Ekstansometre ölçü uzunlukları standartlaştırılmıştır (metaller için tipik olarak 50 mm veya 80 mm) ve test standardında belirtilen numune ölçü uzunluğuna uygun olmalıdır.
Hidrolik UTM'ler için İlgili Test Standartları
Kalite kontrol, sertifikasyon testi ve araştırmadaki hidrolik UTM operasyonları, kabul edilebilir makine performansını tanımlayan makine doğrulama standartları ve her testin tam olarak nasıl yürütülmesi gerektiğini belirten malzeme testi yöntemi standartlarından oluşan bir standartlar hiyerarşisi tarafından yönetilir.
Makine Doğrulama Standartları
- ISO7500-1: Metaller için statik tek eksenli test makinelerinin doğrulanması ve kalibrasyonu. Sınıf 0,5, Sınıf 1 ve Sınıf 2 doğruluk sınıflandırmalarını tanımlar (her kalibre edilmiş aralıkta ±%0,5, ±%1,0, ±%2,0 kuvvet ölçüm hatası). Çoğu malzeme belgelendirme çalışması gerektirir Minimum 1. Sınıf .
- birSTM E4: Test makinelerinin kuvvet doğrulaması için standart uygulamalar. Çalışma aralığı boyunca ±%1 kuvvet doğruluğunu belirten, ISO 7500-1'in ABD eşdeğeri.
- EN ISO 9513: Tek eksenli testlerde kullanılan ekstensometrelerin kalibrasyonu - Sınıf 0,5, 1 ve 2 ekstensometre doğruluk gereksinimlerini tanımlar.
Malzeme Test Yöntemi Standartları
- ISO 6892-1 / ASTM E8: Metalik malzemelerin ortam sıcaklığında çekme testi. Numune geometrisini, çaprazkafa hızını, ekstansometre gereksinimlerini ve veri raporlamayı belirtir.
- EN 12390-3 / ASTM C39: Beton numunelerin basınç dayanımı testi. Yükleme hızını (EN 12390-3'e göre 0,6 ± 0,2 MPa/s), merdane gereksinimlerini ve raporlamayı belirtir.
- ISO 15630-1 / ASTM A615: Takviye çeliği (inşaat demiri) için test gereksinimleri - çekme dayanımı, akma dayanımı, uzama ve bükülme testi gereksinimleri.
- ISO 178 / ASTM D790: Plastik ve kompozit malzemelerin üç nokta bükülme testi ile bükülme özellikleri.
- EN 408 / ASTM D143: Yapısal ahşap ve ahşap esaslı ürünlerin mekanik özellikleri.
Hidrolik UTM'lerin Kalibrasyonu ve Doğrulanması
Kalite güvencesi, ürün belgelendirmesi veya uyumluluk testlerinde kullanılan hidrolik UTM'ler için kalibrasyon isteğe bağlı değildir; yasal ve sözleşmeye bağlı bir gerekliliktir. Kalibrasyon dışı bir makineyi çalıştırmanın sonuçları arasında geçersiz test sertifikalarının verilmesi, başarısız ürün denetimleri ve sertifikalı malzemelerin hizmette başarısız olması durumunda sorumluluk ortaya çıkması yer alır.
Kalibrasyon Sıklığı
ISO 7500-1, minimum olarak yıllık kalibrasyon yapılmasını önerir; makine yoğun kullanıma maruz kalıyorsa, yeri değiştirilmişse, onarılmışsa veya tekrarlanan ölçümlerde sapma gösteriyorsa daha sık. ISO/IEC 17025 sertifikalı testler gerçekleştiren akredite test laboratuvarlarının çoğu UTM'lerini kalibre eder en az yılda bir kez ve yük trenini etkileyen herhangi bir bakımdan sonra .
Kalibrasyon Yöntemi
Kalibrasyon, bilinen referans kuvvetlerinin aşağıdakilerden birini kullanarak makineye uygulanmasıyla gerçekleştirilir:
- Ölü ağırlık kalibrasyon makineleri: En izlenebilir yöntem, bilinen kütlelerin yerçekimi kuvvetlerini doğrudan uygulamasıdır. Ulusal metroloji enstitülerinde yaklaşık 5.000 kN'ye kadar makineler için kullanılır.
- Referans yük hücreleri (aktarım standartları): bir NIST-traceable or UKAS-accredited reference load cell is mounted in the machine's load train and the UTM's indication is compared to the reference at multiple force levels. The most practical field calibration method for large machines. Reference load cells are typically calibrated to %0,1 doğruluk veya daha iyisi %0,5 Sınıf 1 makine spesifikasyonunun üzerinde yeterli marj sağlar.
Doğrulama ve Kalibrasyon
Kalibrasyon, makinenin kuvvet göstergesini referans standartlarıyla eşleşecek şekilde ayarlar. Doğrulama (ISO 7500-1'e göre), makinenin herhangi bir ayarlamaya gerek kalmadan doğruluk sınıfı spesifikasyonunu karşıladığını doğrular. Her iki süreç de belgelenmiş sonuçları olan bir sertifika oluşturur. Kalibrasyon sertifikaları genişletilmiş ölçüm belirsizliğini içermelidir (genellikle %95 güven seviyesinde) Akredite test laboratuvarlarına yönelik ISO/IEC 17025 gereklilikleriyle uyumlu olmak.
Hidrolik UTM'lerin Bakımı: Kritik Uygulamalar
Hidrolik UTM'ler yağ bazlı tahrik sistemi nedeniyle elektromekanik makinelere göre daha aktif bakım gerektirir. Yapılandırılmış bir bakım programı beklenmedik arıza sürelerini önler, kalibrasyon durumunu korur ve makinenin servis ömrünü uzatır; makineler belirli bir süre boyunca rutin olarak çalışacak şekilde bakıma tabi tutulur. 20-30 yıl veya daha fazla .
Hidrolik Yağ Yönetimi
Hidrolik yağı oksidasyon, nem emilimi ve parçacık kirliliği nedeniyle bozulur. Kirlenmiş yağ, servo valflerin, silindir contalarının ve pompa bileşenlerinin daha hızlı aşınmasına neden olur. Temel yağ bakım uygulamaları:
- birnnual oil analysis: Yağ numunelerini viskozite, su içeriği ve parçacık sayımı analizi için bir laboratuvara gönderin. ISO temizlik hedefi ISO 4406 Sınıf 16/14/11 veya daha iyisi Servo-hidrolik sistemler için.
- Yağ ve filtre değişim aralığı: Hidrolik yağını her 2-4 yılda bir veya üreticinin planına göre değiştirin; dönüş ve basınç filtrelerini her yağ değişiminde ve diferansiyel basınç göstergeleri tetiklendiğinde değiştirin.
- Havalandırma filtresi bakımı: Rezervuar havalandırması atmosferik kirlenmeyi önler; yılda bir kez veya görsel olarak kirlendiğinde değiştirin.
Conta ve Silindir Muayenesi
Ana silindir piston contaları, çubuk contaları ve servo valf contaları periyodik muayene ve değiştirme gerektirir. Silindir çubuğundan sızan yağ, conta aşınmasının erken bir göstergesidir; sızıntı, kuvvet ölçüm doğruluğunu etkileyecek veya kayma tehlikesi oluşturacak kadar önemli hale gelmeden önce müdahale edin. Tipik conta servis aralığı Çevrim sıklığına ve çalışma basıncına bağlı olarak 5–10 yıl .
Yük Hücresi ve Dönüştürücü Bakımı
Yük hücreleri hiçbir zaman şok aşırı yüklere maruz bırakılmamalıdır; ani numune kırılması, gerinim ölçer elemanlarına kalıcı hasar verebilecek dinamik bir darbe kuvveti iletir. Her zaman aşırı yük koruması ayarlanmış makineleri kullanın. Nominal kapasitenin %110–120'si . Yük hücresi kablo bağlantılarını düzenli olarak kontrol edin; aşınmış veya aralıklı bağlantılar, teşhis edilmesi zor olan düzensiz kuvvet okumalarına neden olur. Gerinim ölçer devresine nem girişini önlemek için yedek yük hücrelerini kuru bir ortamda saklayın.
Doğru Hidrolik UTM Nasıl Seçilir: Karar Kriterleri
Hidrolik UTM satın almak önemli bir sermaye yatırımıdır; makineler genellikle maliyetlidir 15.000 ila 250.000 ABD Doları kapasiteye, kontrol karmaşıklığına ve dahil edilen donanımlara bağlı olarak. Yapılandırılmış bir seçim süreci hem aşırı spesifikasyonu (asla kullanılmayacak yetenek için ödeme yapmak) hem de eksik spesifikasyonu (gerekli testleri gerekli standartta gerçekleştiremeyen bir makinenin satın alınması) önler.
- Şimdi ve öngörülebilir gelecekte gerekli olan testlerin tam kapsamını tanımlayın. Her malzeme türünü, numune geometrisini, kuvvet aralığını ve geçerli test standardını listeleyin. Bugün inşaat demiri testi için seçilen bir makinenin yarın yapısal çelik kaynaklarını test etmesi gerekebilir; uygun kapasite ve gün ışığı marjını oluşturun.
- Kenar boşluğuyla gereken maksimum kuvveti belirleyin. Kapsamınızdaki en büyük tek kuvvet testini belirleyin, %25-40'lık bir güvenlik marjı ekleyin ve bu değerde veya bu değerin üzerindeki makine kapasitesini seçin. Paradan tasarruf etmek için boyutları küçültmeyin; gerekli güce ulaşamayan bir makine hiçbir test verisi sağlamaz.
- Gerekli doğruluk sınıfını belirtin. Çalışmanız ürün sertifikasyonu, üçüncü taraf denetimleri veya yapısal tasarımda kullanılan test raporlarını içeriyorsa minimum ISO 7500-1 Sınıf 1'i belirtin. Araştırma uygulamaları Sınıf 2'yi tolere edebilir.
- İhtiyaç duyulan kontrol karmaşıklığını değerlendirin. Basit beton küp kırma yalnızca temel yük kontrollü çalışmayı gerektirir. ISO 6892-1 Yöntem A'ya göre metal çekme testi, servo kontrollü gerinim hızı kapasitesi gerektirir. Satın almadan önce kontrol sisteminin gerekli test protokollerini yürütebildiğini doğrulayın.
- birssess software and data output requirements. Modern UTM yazılımı, ilgili standardın raporlama gereksinimleriyle doğrudan uyumlu test raporları oluşturmalı, LIMS'e (Laboratuvar Bilgi Yönetim Sistemleri) aktarmalı ve operatör girişi, numune kimliği ve zaman damgası kaydıyla veri izlenebilirliğini desteklemelidir.
- Yalnızca satın alma fiyatını değil, toplam sahip olma maliyetini de değerlendirin. 10 yıllık çalışma ufku boyunca yağ tüketimi, filtre maliyetleri, kalibrasyon ücretleri, beklenen conta değiştirme aralıkları ve servis sözleşmesi maliyetlerindeki faktörler. Başlangıç maliyeti daha düşük, ancak yıllık bakım gideri daha yüksek olan bir makinenin toplam maliyeti daha yüksek olabilir.
- Yerel hizmet desteğinin kullanılabilirliğini doğrulayın. bir hydraulic UTM that breaks down with no local service engineer available disrupts production testing operations. Confirm the supplier has certified service engineers within acceptable response time distance before committing.





 简体中文
简体中文

